
1.21 Potencia Efectiva en el mecanizado.
Para realizar “grandes desbastes”, la Potencia Efectiva en el Mecanizado podemos definirla como la Potencia máxima que podemos aplicar teniendo en cuenta las limitaciones de la máquina, de la herramienta, y de la pieza. Es muy importante tener en cuenta que una cosa es la Potencia necesaria para realizar un determinado trabajo, y otra cosa es saber si el conjunto de elementos que intervienen, tienen la “Resistencia” necesaria para soportar la Potencia Absorbida aplicada.
Por tanto, la Potencia Efectiva, puede ser definida como la menor entre los siguientes valores:
-Potencia absorbida por la herramienta
-Potencia nominal de la Máquina
-Rigidez del conjunto del útil y la pieza.
Lógicamente, el Trabajo Efectivo siempre estará limitado por los tres valores anteriores.
Para realizar “grandes desbastes”, la Potencia Efectiva en el Mecanizado podemos definirla como la Potencia máxima que podemos aplicar teniendo en cuenta las limitaciones de la máquina, de la herramienta, y de la pieza. Es muy importante tener en cuenta que una cosa es la Potencia necesaria para realizar un determinado trabajo, y otra cosa es saber si el conjunto de elementos que intervienen, tienen la “Resistencia” necesaria para soportar la Potencia Absorbida aplicada.
Por tanto, la Potencia Efectiva, puede ser definida como la menor entre los siguientes valores:
-Potencia absorbida por la herramienta
-Potencia nominal de la Máquina
-Rigidez del conjunto del útil y la pieza.
Lógicamente, el Trabajo Efectivo siempre estará limitado por los tres valores anteriores.
La carga máxima de la herramienta, o carga de rotura, es la primera limitación que debemos conocer a la hora de programar un gran desbaste por CN.
Como hemos dicho antes, la Potencia Efectiva en el mecanizado, sólo es aplicable en el caso de realizar grandes desbastes; por este motivo, el cálculo lo efectuaremos para herramientas de gran desbaste; es decir herramientas de Metal Duro con diámetros entre 32 y 40 mm., o platos de placas intercambiables con diámetros entre 40 y 63 mm.
En el momento de imponer las “condiciones de corte” a las herramientas de gran desbaste, debemos conocer en primer lugar la “capacidad de trabajo” o “carga máxima” de estas herramientas para no sobrepasar nunca estos límites y evitar roturas de herramientas.
Los fabricantes de herramientas deberían suministrar estos datos en sus catálogos comerciales, sin embargo no es una información habitual. Algunos Fabricantes publican datos sobre la velocidad de corte, Avance por filo de corte, y en algunas ocasiones, informan sobre el “Ap” y el “Ae” máximo recomendado.
En base a mi experiencia profesional, puedo confirmar que los datos sobre la sección de corte que publican los Fabricantes son excesivas y no se debería llegar nunca al 50% de estas prestaciones, a menos que dicho Fabricante garantice fehacientemente la carga máxima o capacidad de trabajo de esta herramienta.
En el siguiente esquema se muestra un ejemplo de la sección de corte máxima recomendada por un famoso Fabricante de herramientas, donde podemos ver que para mecanizar Aluminio, con una herramienta integral de Metal Duro con Diámetro 40 mm., recomienda una Vc=500 mts/min., y un espesor de viruta, Fz = 0,15 mm.
En el tercer caso, cuando Ap=Ae, permite una sección de corte de 16 cm2. En el caso primero y segundo, no especifica el valor de Ap, por lo que no está determinada la sección de corte recomendada.

Si calculamos la Potencia Absorbida en las condiciones de corte del tercer caso, comprobamos que la sección de corte es de 16 cm2., las r.p.m. serían de 3.981 rev/min, tomando una velocidad de corte de 500 mts/min.
Considerando que esta herramienta tiene 4 filos de corte y el espesor de virutas recomendado es de 0,15 mm/z, el avance que correspondería sería de 2.389 mm/min, o 238 cm/min.
Si multiplicamos la sección de corte de 16 cm2 por el avance en cm de 238 cm/min., obtenemos un volumen de virutas de 2.308 cm3/min.
Teniendo en cuenta que el facto “Q” del material que estamos trabajando es de 55 cm3/Kw, la Potencia absorbida en este mecanizado, sería de 2.308/55 = 69,23 Kw.
El valor de 69,23 Kw obtenido, es un valor extremadamente severo para una herramienta de D=40mm. En base a mi experiencia profesional, este valor no debería sobrepasar nunca una carga superior a 30 Kw. A continuación expongo algunos ejemplos con valores en torno a los 30 Kw., con diferentes condiciones de corte, y un comentario sobre la aplicación de cada uno de ellos.
Utilizando la Hoja de Cálculo adjunta, comprobamos que las condiciones de corte recomendada por el Fabricante, llega a 69 Kw de Potencia Absorbida, condiciones que descartamos por considerarlas excesivas.

Acercándonos a la realidad, y en el supuesto de hacer un desbaste interior o desbaste de cajas, cambiamos las condiciones de corte recomendadas e imponemos unas condiciones mas suaves y realista.
En este ejemplo puedes ver que el Ae=D, o sea Ae=40mm. El valor de este parámetro es muy importante mantenerlo a Ae=D aunque el ancho de pasada no llegue a este valor, porque la herramienta, tomará este valor en el momento de penetrar en rampa en el material y en el mecanizado de rincones cuando la trayectoria cambia de dirección.

Si tenemos la seguridad de que la herramienta no penetrará en rampa en el material, y además no va a realizar cambios bruscos de dirección, y sólo hace mecanizando exterior y contornos, las condiciones de corte las podemos variar para disminuir el tiempo de mecanizado sin variar la Potencia Absorbida.

En el siguiente gráfico podemos representar de forma esquemática que la “capacidad de trabajo” o “carga máxima” de las herramientas está en razón directa al diámetro.

Potencia Nominal de la Máquina.-
La segunda limitación que debemos tener muy en cuenta, es la Potencia Nominal de la Máquina.
En el supuesto de que una herramienta tenga una capacidad de trabajo de 32 Kw, y el mecanizado lo realizamos en una Máquina de potencia Nominal de 30 KW., las condiciones de corte deben ser disminuidas y adaptadas a la máquina, en el caso de que ésta sea inferior a la de la herramienta.
La Potencia Nominal de la Maquina es un valor fijo que puede ser reducido en función del estado de conservación de la misma.
En el siguiente esquema podemos representar la Potencia Nominal de una Máquina de 20 Kw.
La segunda limitación que debemos tener muy en cuenta, es la Potencia Nominal de la Máquina.
En el supuesto de que una herramienta tenga una capacidad de trabajo de 32 Kw, y el mecanizado lo realizamos en una Máquina de potencia Nominal de 30 KW., las condiciones de corte deben ser disminuidas y adaptadas a la máquina, en el caso de que ésta sea inferior a la de la herramienta.
La Potencia Nominal de la Maquina es un valor fijo que puede ser reducido en función del estado de conservación de la misma.
En el siguiente esquema podemos representar la Potencia Nominal de una Máquina de 20 Kw.

La última limitación que debemos tener en cuenta es la rigidez de la pieza. Cuando empezamos un mecanizado en desbaste con un stock macizo y una buena cogida al útil, es posible mecanizar sin ninguna restricción respecto a la rigidez de la pieza.

En el caso de estar la pieza parcialmente desbastada existiendo zonas con falta de rigidez, o en el caso deque el desbaste se realice en un útil de escuadra o inclinado que no sea robusto, es necesario reducir la Potencia Efectiva del mecanizado porque en el supuesto de que la herramienta y la máquina resistan los esfuerzos del mecanizado, la pieza o el útil no soportaran los esfuerzos aplicados. En casos limites de falta de rigidez del conjunto, la potencia aplicada puede ser disminuida hasta en un 50% de la Potencia efectiva del mecanizado.

No existen reglas concretas para valorar esta disminución por falta de rigidez del Conjunto, siendo un valor a decidir por el Programador en base a su experiencia profesional en este ámbito.
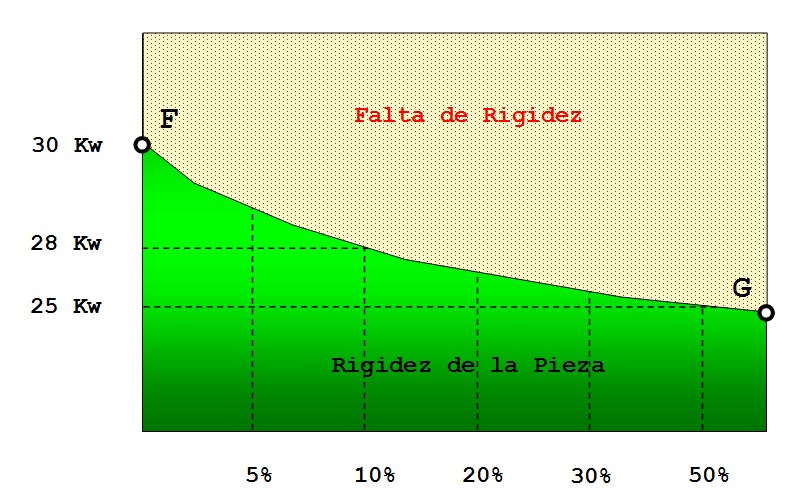
En el siguiente gráfico representamos La Potencia absorbida de un mecanizado que consume 30Kw., y podemos ver que estos 30 Kw se van reduciendo conforme avanza el porcentaje de Mecanizado, de forma que cuando el mecanizado llega al 50%, la Potencia máxima se queda reducida a 25 Kw.
Para determinar las condiciones de corte correctas para las herramientas de desbaste, debemos seguir el siguiente procedimiento:
Calcular las r.p.m. y Avance de la herramienta según recomendaciones del Fabricante y nuestra experiencia profesional.
Estudiar dimensiones de la operación de desbaste y asignar una valor adecuado para Ap y Ae, intentando buscar algún dato en el catálogo de herramientas del Fabricante.
Calcular la Potencia absorbida en el mecanizado y reducir este valor si sobrepasa los limites de Potencia Nominal de la Máquina o la Rigidez de la Pieza.
Según el siguiente esquema, la Potencia Efectiva deberá estar siempre dentro de la zona de “Trabajo Efectivo”

La Zona C-E, limita la Potencia Absorbida por riesgo de rotura de herramienta.
La Zona E-H, limita la Potencia Absorbida por falta de Potencia Nominal de Máquina.
La Zona H-G, limita la Potencia Absorbida por falta de rigidez del Conjunto.
El Trabajo Efectivo quedará limitado por la curva C-E-H-G.
La Zona E-H, limita la Potencia Absorbida por falta de Potencia Nominal de Máquina.
La Zona H-G, limita la Potencia Absorbida por falta de rigidez del Conjunto.
El Trabajo Efectivo quedará limitado por la curva C-E-H-G.
Excelente explicación....Saludos.
ResponderEliminarImpresionante su trabajo de forma altruista. Gracias
ResponderEliminarPuedes adjuntar el archivo .excel porfavor
ResponderEliminarMe puedes pasar la tabla con las formjlas porgavor?
ResponderEliminarmohamad_majait@hotmail.fr